ප්රේරක ening න වීම තලවල දත් දුටුවේය
විස්තර
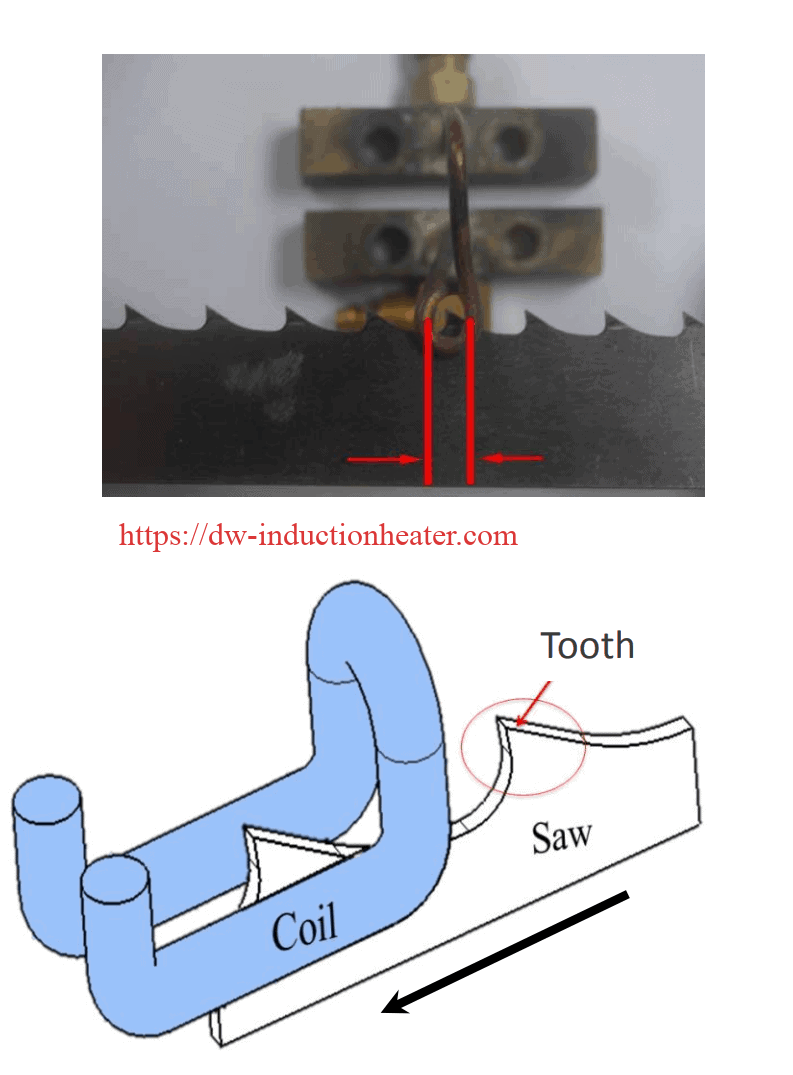
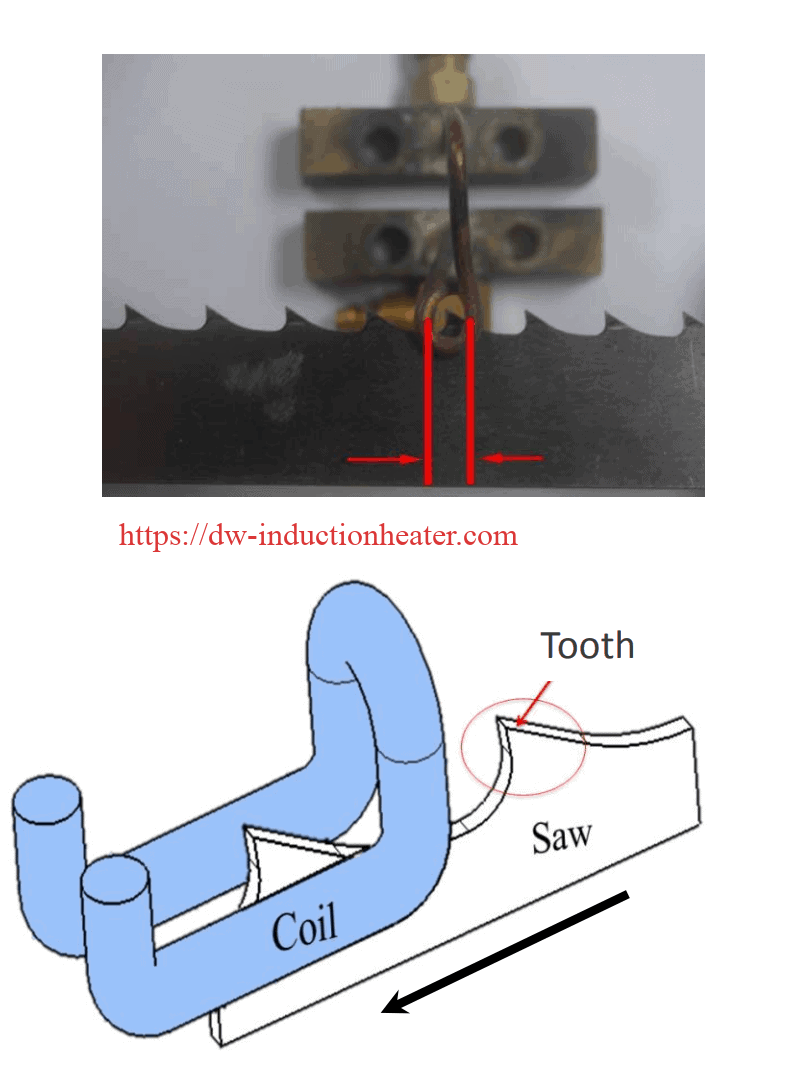
ප්රේරක ening න වීම කියත් දත් තලය
ප්රේරණය කිරීමේ ක්රමය “අධිවේගී මෙවලම් වානේ” වලින් සමන්විත වානේ කියත් තලයක දත් ening න වන අතර එය තලයෙහි දත් හරහා අධි සංඛ්යාත ප්රේරක ධාරාවක් ගමන් කිරීම සමන්විත වන අතර එමඟින් දත් වල සියලුම අංශු මතුපිට හා මතුපිට එහි අභ්යන්තරය, ආසන්න වශයෙන් 2375 ″ F උෂ්ණත්වයකට රත් කරනු ලැබේ. ඒ හා සමානව තලයෙහි අනෙක් කොටස් රත් නොකර, ප්රේරිත ධාරාවේ සංඛ්යාතය හා විශාලත්වය පාලනය කරයි, එවිට දත්වල ඇති සියලුම කාබයිඩ සැලකිය යුතු ලෙස දිය වී යයි. austenitic matrix ප්රායෝගිකව වානේ විවේචනාත්මක උෂ්ණත්වයට ළඟා වූ විගසම සැලකිය යුතු ධාන්ය වර්ධනයක් සිදුවීමට පෙර විවේචනාත්මක උෂ්ණත්වයට වඩා සැලකිය යුතු මට්ටමකට වඩා අඩු උෂ්ණත්වයකට දත් සිසිල් කරයි; සම්පූර්ණ තලය ening න කිරීම හෝ හුදෙක් ප්රේරක මතුපිට දත් දැඩි කිරීම වෙනුවට.

ප්රේරක ening න වීම යෙදුමක් සඳහා තලවල දත්; උනුසුම් කාලය අඩු කිරීම අරමුණයි
ද්රව්යය: කියත් තලයෙහි කොටස
උෂ්ණත්වය: 1650 ºF (899 ºC)
සංඛ්යාතය: 134 kHz
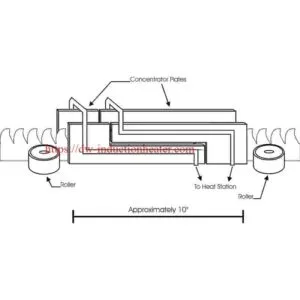
උපකරණ: DW-UHF-30kW 50-150 kHz ඉන්ජෙක්ටර් තාපන පද්ධතිය 1.0 μF ධාරිත්රක අටක් සහිත දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වේ. මෙම යෙදුම සඳහා විෙශේෂෙයන් නිර්මාණය කර සංවර්ධනය කරන ලද බහුවිධ ස්ථාන දෙකක හැරවුම් හෙලික ප්රේරක තාපන දඟර.

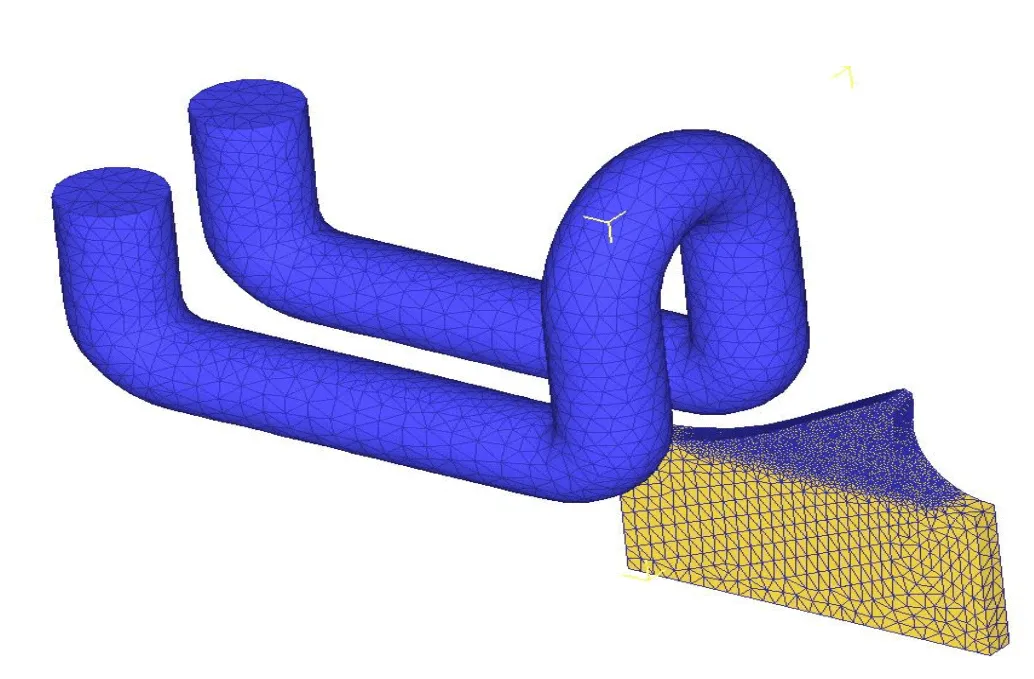
ප්රේරක ening ණ කිරිමේ ක්රියාවලිය
ප්රේරක තාපන දඟර දතෙහි පිටත දාරයේ නිම්නයේ තාපය සාන්ද්රණය නොවන පරිදි සංවර්ධනය කරන ලදී. මෙම කොටස දළ වශයෙන් 1/8 ”(මි.මී. 3.2) දුරින් දඟරයට යටින් තබා ඇති අතර විදුලිය ක්රියාත්මක විය. 30 kW DW-UHF සමඟ තාපන විදුලි සැපයුම ඉලක්කගත අනුපාතය සඳහා දත් පහ බැගින් උෂ්ණත්වයට රත් කරන ලද කොටස
තත්පර හතරක්.
ප්රතිඵල / ප්රතිලාභ
වේගය: පාරිභෝගිකයා දැනටමත් ප්රේරණය භාවිතා කරමින් සිටියද වැඩි කිරීමට ඉහළ බල පද්ධතියකට යාවත්කාලීන කිරීමට අවශ්ය විය
ඔවුන්ගේ නිෂ්පාදන අනුපාතය (මුලින්ම HLQ වෙතින් ප්රේරණය භාවිතා කිරීමට පෙර, සේවාදායකයා විදුලි පන්දමක් භාවිතා කළේය.)
නිරවද්යතාවය සහ පුනරාවර්තන හැකියාව: විදුලි පන්දමක් ප්රේරණය තරම් නිරවද්ය නොවේ, එය නැවත නැවත කළ නොහැක.
ඉතා පුනරාවර්තනය වන පරිදි ක්රියාත්මක කර ඇත
කාර්යක්ෂමතාව: ප්රේරක ening නත්වය විදුලි පන්දමකට වඩා අඩු ශක්තියක් භාවිතා කරන අතර ක්ෂණිකව සක්රිය / අක්රිය කරයි