ප්රේරක මතුපිට ening න වානේ සවි කිරීම
විස්තර
ප්රේරක පෘෂ් ening ය ening න කිරීමේ යෙදුමක් සඳහා 1600 ºF (871) C) දක්වා වානේ සවි කිරීම
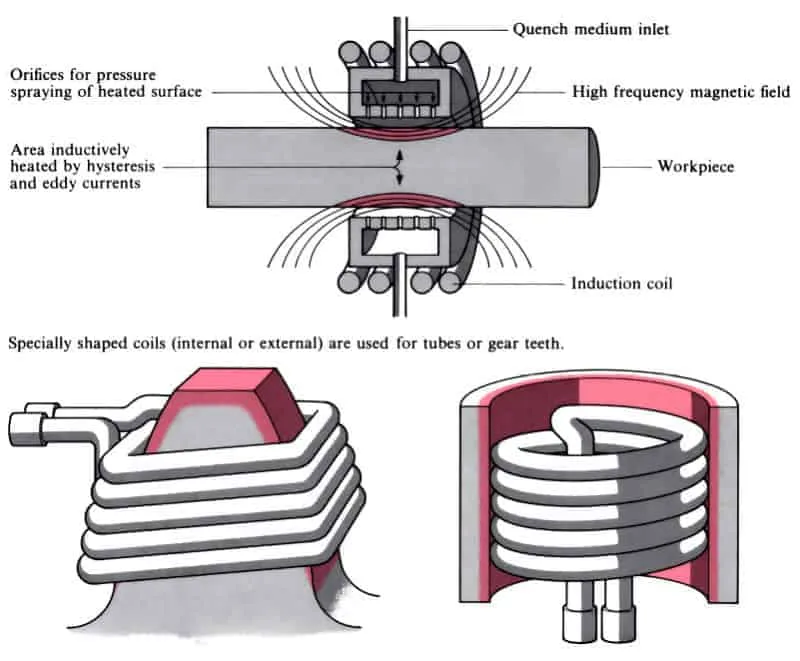
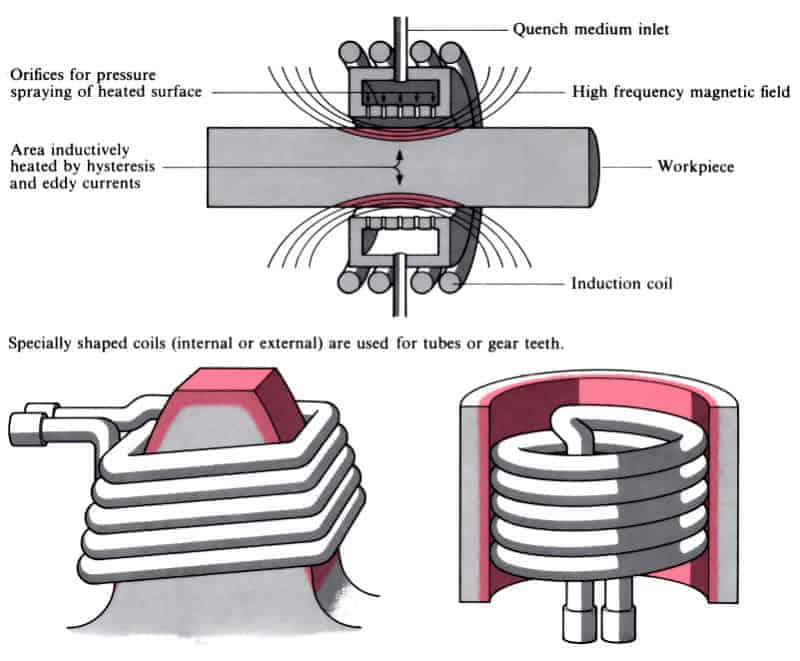
ප්රේරණය යන්ත්රෝපකරණ අමතර කොටස් නිෂ්පාදකයෙකු සඳහා වානේ සවිකිරීම සාමාන්යයෙන් සිදු කරනු ලබන්නේ ප්රේරක උණුසුම මගිනි. ප්රධාන තාක්ෂණික පරාමිතීන් වන්නේ මතුපිට දෘ ness තාව, දේශීය දෘ ness තාව සහ hard න ස්ථර ගැඹුරයි.

ද්රව්ය: වානේ සවිකෘත (විෂ්කම්භය 0.75 ”/ 19mm)
උෂ්ණත්වය: 1600 ºF (871 ºC)
සංඛ්යාතය: 368 kHz
උපකරණ:
-DW-UHF-10kW ප්රේරක තාපන පද්ධතිය 1.0 μF ධාරිත්රක දෙකක් අඩංගු දුරස්ථ තාප මධ්යස්ථානයකින් සමන්විතය
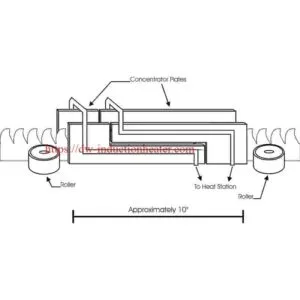
මෙම යෙදුම සඳහා විෙශේෂෙයන් නිර්මාණය කර සංවර්ධනය කරන ලද තුන්-හැරවුම් පෑන්කේක් හෙලික ප්රේරක තාපන දඟරයක්
ප්රේරක ening ණ කිරිමේ ක්රියාවලිය
එම උචිත උනුසුම් දඟර නිර්මාණය කොටස පහළ සිට තාපන දඟරයට ඔසවා තැබීමට හැකි විය. පාරිභෝගිකයාගේ වර්තමාන සැකසුම තුළ එය හොඳින් ක්රියාත්මක වන බව සහතික කිරීම සඳහා මෙම සැලසුම සකස් කරන ලදී. උනුසුම් රටාවේ ඒකාකාරිත්වය සහ උනුසුම් වේගය තක්සේරු කිරීම සඳහා උෂ්ණත්වය පෙන්නුම් කරන තීන්ත සමඟ මූලික පරීක්ෂණ සිදු විය. හොඳ උනුසුම් රටාවක් ළඟා කර ගනිමින්, තත්පර 1.0, 1.25 සහ 1.5 තත්පර කාල පරාසයන්හි නියැදි සකස් කරන ලදී. Ening ණ කිරිමේ ක්රියාවලිය අවසන් කිරීම සඳහා උනුසුම් වීමෙන් පසුව සාම්පල ජල නිවාදැමීමකට දමා ඇත.

ප්රතිඵල / ප්රතිලාභ
වේගය: සවිකිරීම තත්පර දෙකකට අඩු කාලයකදී හොඳින් රත් කරන ලදී
කාර්යක්ෂමතාව: ප්රේරණය තරඟකාරී තාපන ක්රමවලට වඩා අඩු ශක්තියක් භාවිතා කරයි
අඩිපාර / සැලසුම: ඉන්ඩක්ෂන් රත් කිරීම සාමාන්ය බිම් ප්රමාණයක් ගන්නා අතරතුර ක්රියාත්මක කළ හැකි අතර, දඟර නිර්මාණය පාරිභෝගිකයාගේ මෙහෙයුම් විධිවිධානයට ගැලපේ