කියත් තලයෙහි දත් ening න කිරීම
විස්තර
ප්රේරණය අධි සංඛ්යාත ප්රේරක ening න කිරිමේ යන්ත්රයක් සහිත කියත් තලයෙහි දත් ening න කිරීම
අරමුණ
ඉන්ඩක්ෂන් පවුඩර් surface න පෘෂ් application ීය යෙදුමක් සඳහා විශාල කියත් තලයක දත්; උනුසුම් කාලය අඩු කිරීම අරමුණයි
ද්රව්යය: කියත් තලයෙහි කොටස
උෂ්ණත්වය: 1650 ºF (899 ºC)
සංඛ්යාතය: 134 kHz
උපකරණ :
–DW-UHF-40kW 50-150 kHz ඉන්ජෙක්ටර් තාපන පද්ධතිය 1.0 XNUMXF ධාරිත්රක අටක් සහිත දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වේ

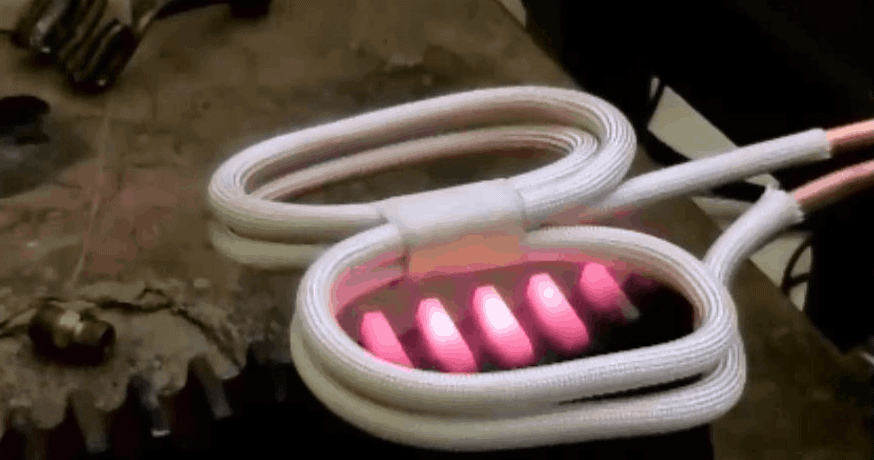
- මෙම යෙදුම සඳහා විෙශේෂෙයන් නිර්මාණය කර සංවර්ධනය කරන ලද බහුවිධ ස්ථාන දෙකක හැරවුම් ෙයොදා ගැනීෙම් තාපන දඟරයක්
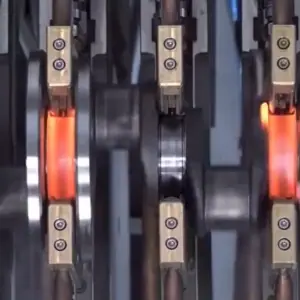
ක්රියාවලිය: ද උචිත උනුසුම් දඟරයක් දතෙහි පිටත දාරයේ නිම්නයේ තාපය සාන්ද්රණය නොවන පරිදි සංවර්ධනය කරන ලදි. මෙම කොටස දළ වශයෙන් 1/8 ”(මි.මී. 3.2) දුරින් දඟරයට යටින් තබා ඇති අතර විදුලිය ක්රියාත්මක විය. 40 kW DW-UHF ශ්රේණියේ ප්රේරක තාපන බලය තත්පර හතරකට දත් පහක් ඉලක්කගත අනුපාතය තුළ උෂ්ණත්වයට රත් කරන ලද කොටස සපයයි.
 ප්රතිඵල / ප්රතිලාභ
ප්රතිඵල / ප්රතිලාභ
- වේගය: පාරිභෝගිකයා දැනටමත් ප්රේරණය භාවිතා කරමින් සිටියද වැඩි කිරීමට ඉහළ බල පද්ධතියකට යාවත්කාලීන කිරීමට අවශ්ය විය
ඔවුන්ගේ නිෂ්පාදන අනුපාතය (මුලින්ම HLQ වෙතින් ප්රේරණය භාවිතා කිරීමට පෙර, සේවාදායකයා විදුලි පන්දමක් භාවිතා කළේය.)
- නිරවද්යතාවය සහ පුනරාවර්තන හැකියාව: විදුලි පන්දමක් ප්රේරණය තරම් නිරවද්ය නොවේ, එය පුනරාවර්තනය කළ නොහැක.
ඉතා පුනරාවර්තනය වන පරිදි ක්රියාත්මක කර ඇත
-කාර්යක්ෂමතාව: ඉන්ඩක්ෂන් රත් කිරීම විදුලි පන්දමකට වඩා අඩු ශක්තියක් භාවිතා කරන අතර ක්ෂණිකව සක්රිය / අක්රීය උණුසුම ලබා දෙයි