

ප්රේරක ening න කිරිමේ වානේ පයිප්ප මතුපිට
විස්තර
ප්රේරණය වානේ පයිප්ප මතුපිට කොටස් ening න කිරීම
අරමුණ: ඉන්ඩක්ෂන් ඝනවීම ඇඳුම්-ප්රතිරෝධය වැඩි දියුණු කිරීම සඳහා වානේ පයිප්ප ඛණ්ඩයක් තද කිරීමේ ක්රියාවලියක දී භාවිතා වේ
ද්රව්ය: වානේ පයිප්ප කොටස්: 1.6 ”(මි.මී. 40) පිටත විෂ්කම්භය, 0.125” (මි.මී. 3) බිත්ති 2 ”(මි.මී. 50) උස
උෂ්ණත්වය: 1832 ºF (1000 ºC)
සංඛ්යාතය: 88 kHz ට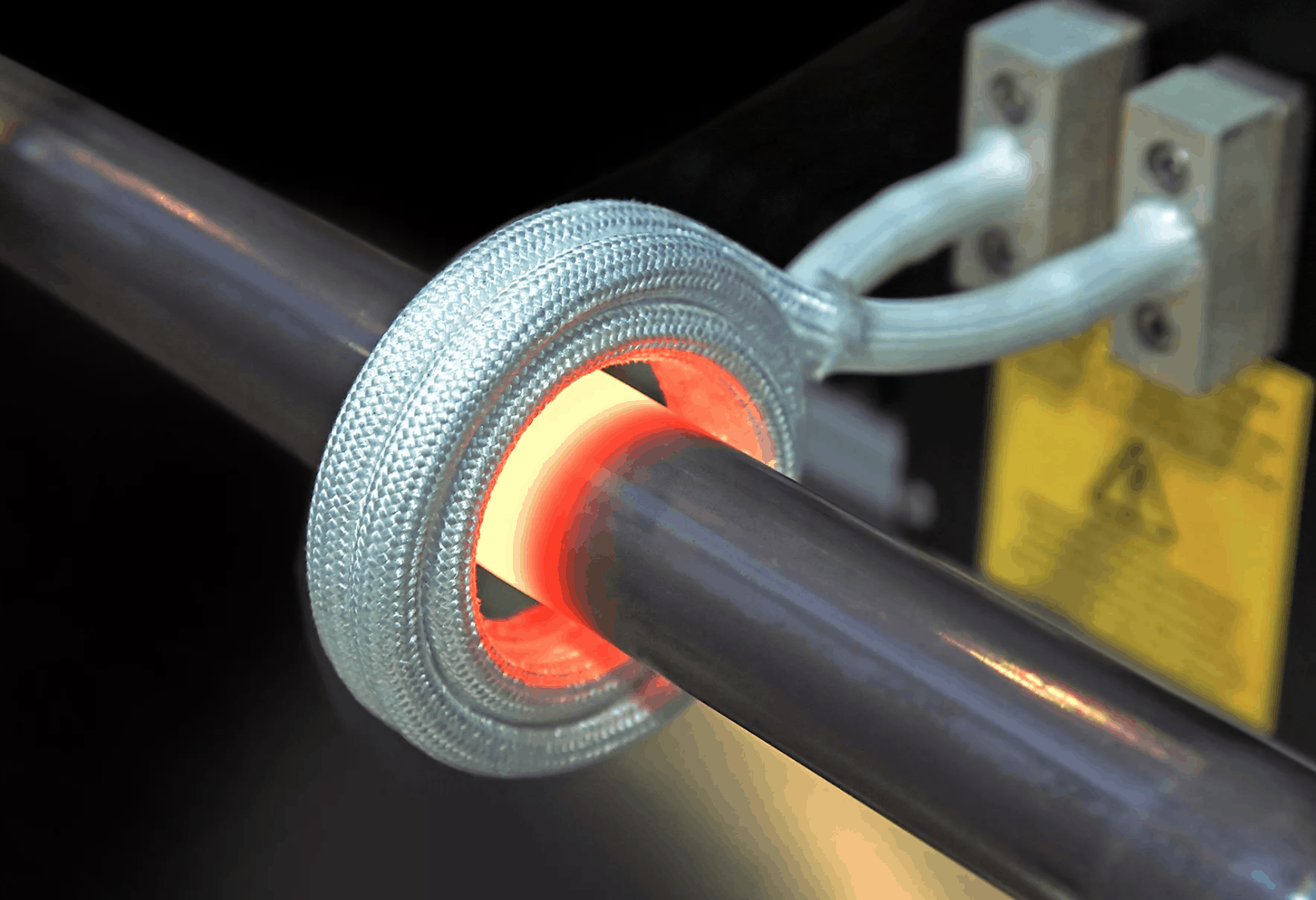
ප්රේරක තාපන උපකරණ: DW-UHF-30 kW, 100kHz ඉන්ජෙක්ටර් තාපන පද්ධතිය, 2.0 μF මුළු ධාරිතාව 2 XNUMXF ධාරිත්රක හතරක් අඩංගු දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වේ
- ඇන් උචිත උනුසුම් දඟරයක් වයර් පරාසය ආවරණය වන පරිදි මෙම යෙදුම සඳහා විශේෂයෙන් නිර්මාණය කර සංවර්ධනය කර ඇත
විෂ්කම්භය.

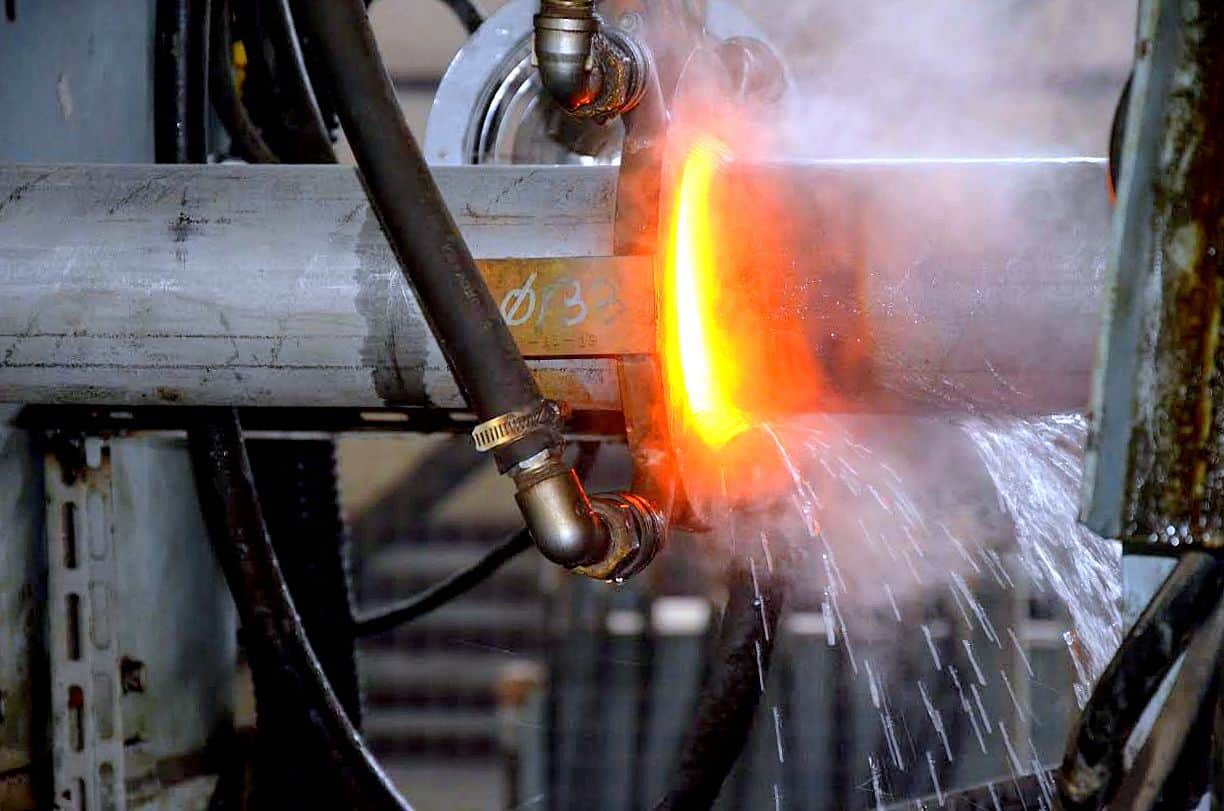
ප්රේරක තාපන ක්රියාවලිය: වානේ කමිසය උණුසුම් කිරීම සඳහා පස්-හැරවුම් හෙලිකල් දඟරයක් භාවිතා කරයි. වානේ කොටසට ඒකාකාර තාපයක් ලබා දීම සඳහා දඟර හැරීම් අතර දුර සකස් කර ඇත. RC7 හි දෘ ness තාව ලබා ගැනීම සඳහා තාප චක්රයෙන් පසුව කොටස් 40% පොලිමර් නිවාදැමීමකින් නිවාදැමෙයි.
ඉන්ඩක්ෂන් උණුසුම් කිරීම ආඛ්යානය: කලින් බාහිරින් ලබාගත් ක්රියාවලියක අඩු ගුණාත්මක මට්ටම් ගැන කලකිරී සිටින පාරිභෝගිකයා තාප පිරියම් කිරීම සහ නිවසේදී අවසන් නිෂ්පාදනවල ගුණාත්මකභාවය පාලනය කිරීම සඳහා ප්රේරණය භාවිතා කරයි.
ප්රතිඵල / ප්රතිලාභ ඉන්ඩක්ෂන් රස්නය මඟින් සපයයි:
- කොටස කෙලින්ම තාපය, ශක්තිය හා කාලය ඉතිරි කරයි
- උණුසුම නිවැරදිව පාලනය කිරීම
- කොටස පුරා උණුසුම බෙදා හැරීම පවා
- වේගවත් නිෂ්පාදන අනුපාත සහ නිෂ්පාදනය වැඩි කිරීම
- ගිනි රහිත ක්රියාවලියක්




