
ඉන්ඩක්ෂන් කෙමෙන්ග් ස්ටයිල් ස්ටෙප්
විස්තර
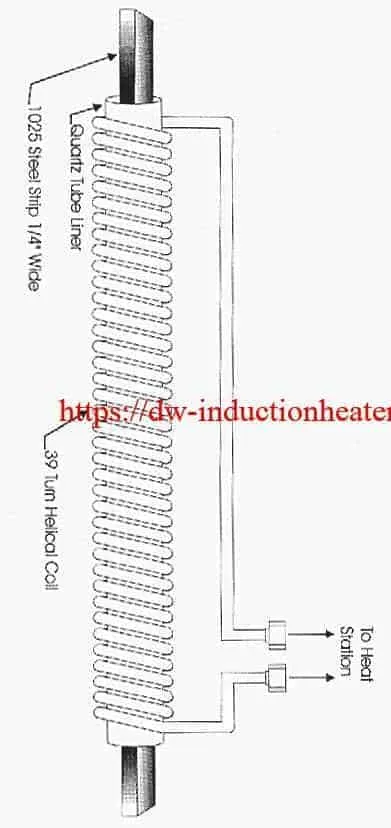
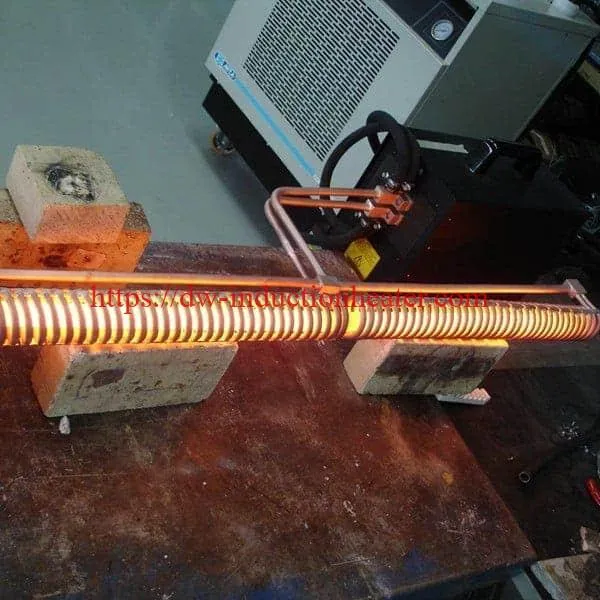
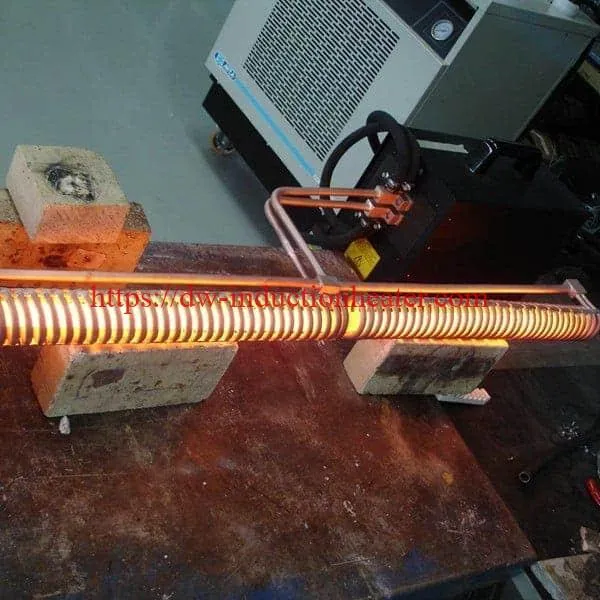
ප්රේරක තාපන පද්ධතිය සමඟ වානේ පටිය සෑදීම
පරමාර්ථය අශ්ව සපත්තු නිෂ්පාදනය සඳහා ව්යාජ ක්රියාවලියකට පෙර වානේ 1025 තීරුවක් 1800 ºF දක්වා රත් කිරීම. වර්තමානයේ, හිස් තැන් කපා ගෑස් ගිනි උදුනක රත් කර මුද්රණ යන්ත්රවල ව්යාජ ලෙස සකසා ඇත. ප්රේරක දඟරයක් සහිතව, වානේ රෝල් එකක සිට ප්රේරක දඟර හරහා සහ ව්යාජ මුද්රණ යන්ත්රයට අඛණ්ඩව පෝෂණය වේ. වැඩිවන නිෂ්පාදන අනුපාතය සපුරාලීම සඳහා, 13 ″ වානේ කොටස උණුසුම් කිරීම තත්පර 10 ක් තුළ සිදුවිය යුතුය.
ද්රව්ය 1025 වානේ තීරය දළ වශයෙන් 3/4 ″ පළල සහ 1/4 ″ නකම.
උෂ්ණත්වය 1800 ºF
සංඛ්යාත 50kHz
උපකරණ DW-HF-60kW නිමැවුම් 0.5 μF මුළු ධාරිතාවයක් සහිත තාප මධ්යස්ථානයක් ඇතුළුව state න රාජ්ය ප්රේරක බල සැපයුම.
ක්රියාවලිය පහත සඳහන් ප්රති results ල කාර්යක්ෂමව සාක්ෂාත් කර ගැනීම සඳහා අමරිතර්ම් 40 kW නිමැවුම් state න රාජ්ය ප්රේරක බල සැපයුම සොයා ගන්නා ලදී: Results 1800 ResultsF ප්රති 10 ල තත්පර XNUMX කින් ළඟා විය.
1 සෑම තත්පර 5-10 කට වරක් XNUMX කොටසක නිෂ්පාදන අනුපාතය සපුරා ඇත.
39 1/1 ″ හැඳුනුම්පත සහ 2 11/1 ″ OAL මනින 2 හැරවුම් හෙලික්සීය වැඩ දඟරයක් භාවිතා කිරීමෙන් ඉහත ප්රති results ල ලබා ගත හැකි විය.