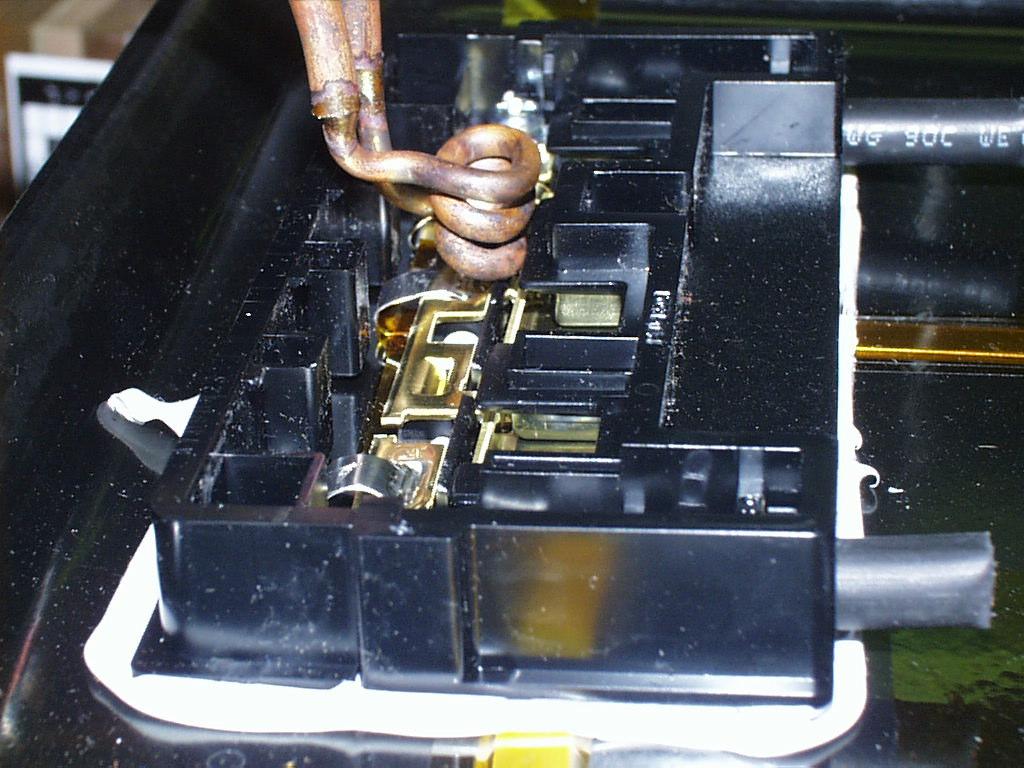
IGBT ඉන්ඩක්ෂන් හීටරය සමඟ සූර්ය කෝෂයේ යෙදවුම් තල බැටරි සම්බන්ධකය
පරමාර්ථ සොල්ඩර් හන්දිය පෙට්ටියේ ඇති සංරචක වලට බලපෑමක් නොකර සූර්ය පැනල මංසන්ධි පෙට්ටියක වරකට පිත්තල සම්බන්ධක තුනක්
ද්රව්ය සූර්ය පැනල සන්ධි පෙට්ටිය, පිත්තල කන්නාඩි, පෑස්සුම් වයර්
උෂ්ණත්වය 700 ºF (371 ºC)
සංඛ්යාත 344 kHz
උපකරණ • DW-UHF-6 kW ප්රේරණ තාපන පද්ධතිය, දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වන අතර එහි 1.0 μF ධාරිත්රකයක් ඇත.
Application මෙම යෙදුම සඳහා විෙශේෂෙයන්ම නිර්මාණය කර සංවර්ධනය කරන ලද ප්රේරක තාපන දඟරයක්.
ක්රියාවලිය සම්බන්ධක උණුසුම් කිරීම සඳහා හැරවුම් තුනක ඕවලාකාර හැඩැති හෙලිකල් දඟරයක් භාවිතා කරයි. පෑස්සීමේ වයර් කැබැල්ලක් සන්ධි පෙදෙසට දමා ඇති අතර එක් එක් සන්ධිය තත්පර 5 ක් වෙන වෙනම රත් කර සම්බන්ධකය ද්රාවණය කරයි. සම්පූර්ණ ක්රියාදාම කාලය සන්ධි තුන සඳහා තත්පර 15 කි.
ප්රතිඵල / ප්රතිලාභ ඉන්ඩක්ෂන් රස්නය මඟින් සපයයි:
Pin නිශ්චිත නිරවද්යතාවය උණුසුම ලබා දෙන්නේ සන්ධියට පමණි; අවට සංරචක වලට බලපාන්නේ නැත
• දේශිය තාපය මගින් පිරිසිදු හා පිරිසිදු සන්ධි නිපදවයි
• ඉහළ ගුණාත්මකභාවය, පුනරාවර්ත ප්රතිඵල
• උණුසුම බෙදාහැරීම පවා