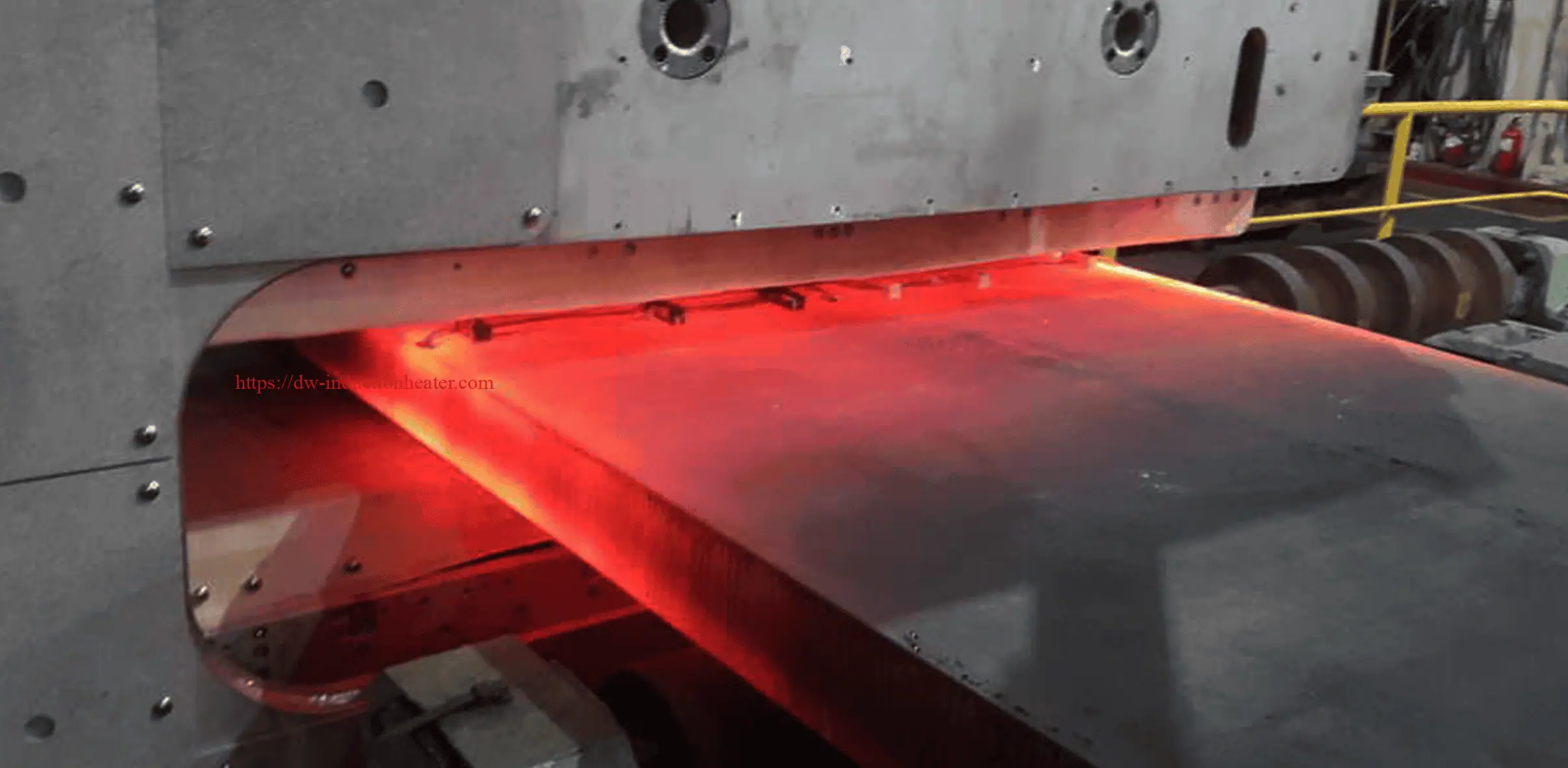
IGBT ඉන්ඩක්ෂන් හීටරය සමඟ උණුසුම් සිරස් තල සඳහා උත්පේරක උණුසුම් වානේ කොටසක්
උණුසුම් සිරස්තල යෙදුම සඳහා වානේ කොටස් 1900ºF (1038ºC) දක්වා රත් කිරීම
7 / 16 "(11.11mm) ඔඩෙල් හා සෙරමික් කෑල්ලක් සහිත ද්රව්ය වානේ කොටස්
උෂ්ණත්වය 1900 ºF (1038ºC)
සංඛ්යාත 440 kHz
උපකරණ • DW-UHF-6kW ප්රේරක තාපන පද්ධතිය, දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වන අතර එක් 0.66μF ධාරිත්රකයක් අඩංගු වේ.
Application මෙම යෙදුම සඳහා විෙශේෂෙයන් නිර්මාණය කර සංවර්ධනය කරන ලද ප්රේරක තාපන දඟරයක්.
ක්රියාවලිය තත්පර 0.75 ක් සඳහා අංශක 19 ”(මි.මී. 1900) කොටස 1038ºF (7.5ºC) දක්වා රත් කිරීමට සෙරමික් ඇතුළු කිරීමක් සහිත සිව් හැරවුම් හෙලික් දඟරයක් භාවිතා කරයි. පිඟන් මැටි කෑල්ලක් නිසා කොටස ඇතුළට එන්නේ නැත
දඟරයට සම්බන්ධ වීම.
ප්රතිඵල / ප්රතිලාභ ඉන්ඩක්ෂන් රස්නය මඟින් සපයයි:
For නිෂ්පාදන සඳහා ක්රියාකරු නිපුණතාවයක් නොමැති අත් රහිත උණුසුම
Piece වැඩ කොටසෙහි තාපය නිරවද්යතාවයෙන් හා අනුකූලතාවයෙන් සෘජුවම යෙදීම
• උණුසුම බෙදාහැරීම පවා
• අඩු පීඩනය හා අවම අවශේෂ කොටස් ආතතිය


