ප්රේරණය ening න කිරීම වානේ අතින් මුද්රා තැබීම
අරමුණ
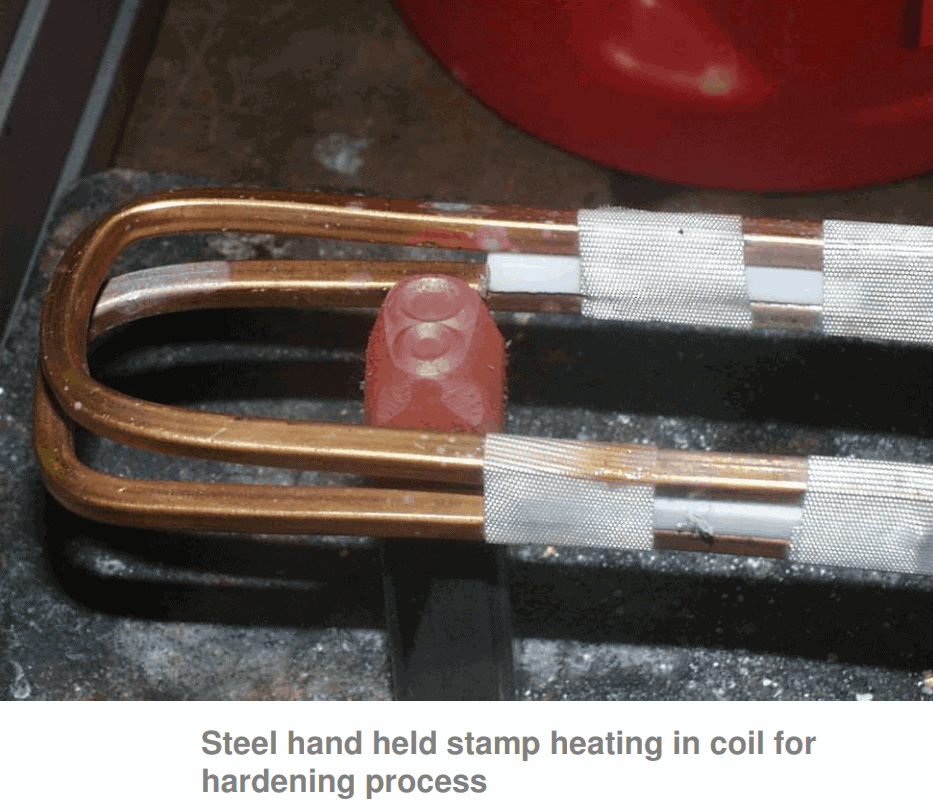
ඉන්ඩක්ෂන් ඝනවීම අතින් සලකුණු කරන මුද්දරවල විවිධ ප්රමාණයේ කෙළවර.
දැඩි කළ යුතු ප්රදේශය 3/4 ”(මි.මී. 19) ඉහළට.
ද්රව්ය: වානේ මුද්දර 1/4 ”(මි.මී. 6.3), 3/8” (මි.මී. 9.5), 1/2 ”(මි.මී. 12.7) සහ 5/8” (මි.මී. 15.8) වර්ග
උෂ්ණත්වය: 1550 ºF (843) C)
සංඛ්යාත 99 kHz
උපකරණ • DW-HF-45kW ප්රේරක තාපන පද්ධතිය, 1.0µF සඳහා 2.0 capacF ධාරිත්රක අටක් සහිත දුරස්ථ වැඩ ශීර්ෂයකින් සමන්විත වේ
• මෙම යෙදුම සඳහා විශේෂයෙන් නිර්මාණය කරන ලද සහ නිපදවා ඇති ප්රේරණය වන උණුසුම් තාපනයකි.
 ප්රේරක ening ණ කිරිමේ ක්රියාවලිය:
ප්රේරක ening ණ කිරිමේ ක්රියාවලිය:
රත් කරන ලද වානේ මුද්දර පරාසය ආවරණය කිරීම සඳහා හැරවුම් නාලිකා දඟරයක් භාවිතා කරයි. 5/8 ”වානේ මුද්දරය තත්පර 60 ක් රත් කර 1550 (F (843) C) කරා ළඟා වන අතර අපේක්ෂිත දෘ ness තාව. කුඩා කොටස් ද පහසුවෙන් රත් වේ.
ප්රතිඵල / ප්රතිලාභ
ඉන්ඩක්ෂන් රත් කිරීම සපයයි:
Process වේගවත් ක්රියාවලි කාලය සහ නිෂ්පාදන අනුපාත
• නිෂ්පාදන සඳහා කිසිදු ක්රියාකාරී හැකියාවක් ඇතුළත් වන හෑන්ඩ්ස් රහිත තාපය
Heat තාපය නිවැරදිව යෙදීම පාලනය කිරීම
