Induduction forging
විස්තර
ප්රේරක ව්යාජ සහ උණුසුම් සැකසුම තාක්ෂණය යනු තනි ලෝහයක් මත සිදු කරන ලද ලෝහයක් සෑදූ ලෝහයකි ඉන්ජෙක්ෂන් කැටයම් සහ උණුසුම් සැකැස්ම විශිෂ්ට උත්තාපන උණුසුම් යෙදුම්. කාර්මික කැටයම් හා උණුසුම් සැකසීමේ ක්රියාවලීන්, විරූපණයට ඇති ප්රතිරෝධය දුර්වල වන උෂ්ණත්වයකට රත් කිරීමෙන් අනතුරුව ලෝහ බුලට් හෝ මල් පිපීම කැරකැවීමට හෝ හැඩගැන්වීමට ඇතුළත් වේ. ෙලෝහමය ෙනොවන ෙලෝහවලින් සාදා ඇති ෙලෝහ දව්ය භාවිතා කළ හැකිය. ෙලෝහ සහ ෙතල් ෙරෝපණ අංශවල ෙබොෙහෝ රටවල් වල කර්මාන්තශාලා සකස් කිරීෙම් විසඳුම් ස්ථාපනය කර ඇත. ව්යුහාත්මකව සහ උණුසුම් ආකාරයෙන් සැකසීමට අමුද්රව්ය, උදාහරණයක් ලෙස ඇළුමිනියම්, පිත්තල, තඹ, වානේ යකඩ සහ මල නොබැඳෙන වානේ ඒවායේ ක්රියාකාරීත්වයේ නිදසුන් වේ.
වඩාත්ම භාවිතා වන කාර්මික ද්රව්යවල ආසන්න උණුසුම් සැකසුම් උෂ්ණත්වය වන්නේ:
• වාෙන් 1200º C • පිත්තල 750º C • ඇලුමිනියම් 550º C
මුළු ව්යංජන / උණුසුම් සැකසීමේ යෙදීම්
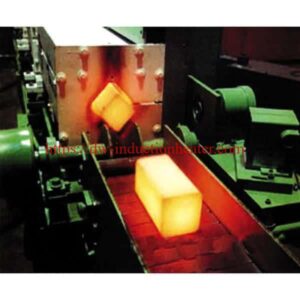
 induction hot forming ක්රියාවලිය
induction hot forming ක්රියාවලියඉන්ඩක්ෂන් රත් කිරීමේ යන්ත්ර සාමාන්යයෙන් භාවිතා කරන්නේ වානේ බිල්ට්, බාර්, පිත්තල, සහ ටයිටේනියම් කුට්ටි උත්පාදනය සහ උණුසුම් සැකැස්මට නිසි උෂ්ණත්වය සඳහාය.
ව්යාංජන / උණුසුම් සෑදීමේ යෙදීම් අවසන් වේ
ඉන්ඩක්ෂන් රත් කිරීම, අර්ධ නිශ්පාදන හා ව්යාජ ක්රියාවලීන් සඳහා නළ මාර්ග, අක්ෂ ෙකොටස්, වාහන ෙකොටස් සහ බාර් කෙළවර වැනි අංශු රත් කිරීමට භාවිතා කරනු ලබයි.
Induction gouging / hot forming වාසි
සාම්ප්රදායික ඌෂ්මකයන් හා සැසඳීමේදී, ඉන්ඩක්ෂන් කේවල් කිරීමේ උෂ්ණත්වය සැලකිය යුතු ක්රියාවලියක් හා ගුණාත්මක වාසි ඇති කරයි:
1. බොහෝ කෙටි උණුසුම් කාල, පරිමාණය හා ඔක්සිකරණය අවම කිරීම
2. සරල හා නිවැරදි උෂ්ණත්ව පාලක ක්රම. පිරිවිතර පිටත උෂ්ණත්වවලදී අමතර කොටස් සොයාගත හැකි අතර ඒවා ඉවත් කළ හැකිය
3. උෂ්ණත්වය අවශ්ය උෂ්ණත්වය දක්වා ඉහළට පැමිනීමට කාලයක් නැත
4. ස්වයංක්රීය ඉන්ජිනේරුම් උෂ්ණත්ව යන්ත්ර අවම අවම ශ්රමයක් අවශ්ය වේ
5. තාපය එක් නිශ්චිත ස්ථානයකට යොමු කළ හැකිය, එය එක් ආකෘතියක් සහිත ප්රදේශයක් සහිත කොටස් සඳහා ඉතා වැදගත් වේ.
6. වැඩි තාප කාර්යක්ෂමතාවයක් - කොටසෙහිම තාපය ජනනය වන අතර විශාල කුටියක රත් කිරීමට අවශ්ය නොවේ.
7. යහපත් සේවා කොන්දේසි. වාතය තුළ ඇති එකම තාපය වන්නේ ඒවායේ කොටස් පමණක් ය. ඉන්ධන ඌෂ්මයට වඩා වැඩ කරන තත්ත්වයන් වඩා ප්රසන්නය.