
Induction brazing coils
විස්තර
Induction brazing coils
කුමන ආකාරයක හැඩය, ප්රමාණය හෝ ශෛලිය කුමක් වුවත් ඉන්ඩෙක්ෂන් කාබන් ඔබට අවශ්යයි, අපට ඔබට උදව් කළ හැකිය! මෙන්න අපි වැඩ කළ දඟර මෝස්තර සිය ගණනක් අතරින් කිහිපයක්. පෑන්කේක් දඟර, හෙලිකල් දඟර, සාන්ද්රක දඟර… හතරැස්, වටකුරු සහ හතරැස් නල… තනි හැරීම, පස්-හැරීම, දොළොස්-හැරීම… 0.10 ″ ID යටතේ 5 ′ ID දක්වා… අභ්යන්තර හෝ බාහිර උණුසුම සඳහා. ඔබගේ අවශ්යතා කුමක් වුවත්, ක්ෂණික උපුටා දැක්වීමක් සඳහා ඔබේ චිත්ර සහ පිරිවිතර අපට එවන්න. ප්රේරක උණුසුම සඳහා ඔබ අලුත් නම්, ඔබේ කොටස් නොමිලේ ඇගයීමකට එවන්න. එය නිවැරදි මෙවලම මගින් සම්පුර්ණ කරන ලද ප්රේරක දඟරයක් වන අතර එය බොහෝ විට සමස්ත පද්ධතියේ සාර්ථකත්වය හෝ අසාර්ථකත්වය නියම කරයි.
ඉන්ඩක්ෂන් උණුසුම් තාප නිර්මාණකරණය
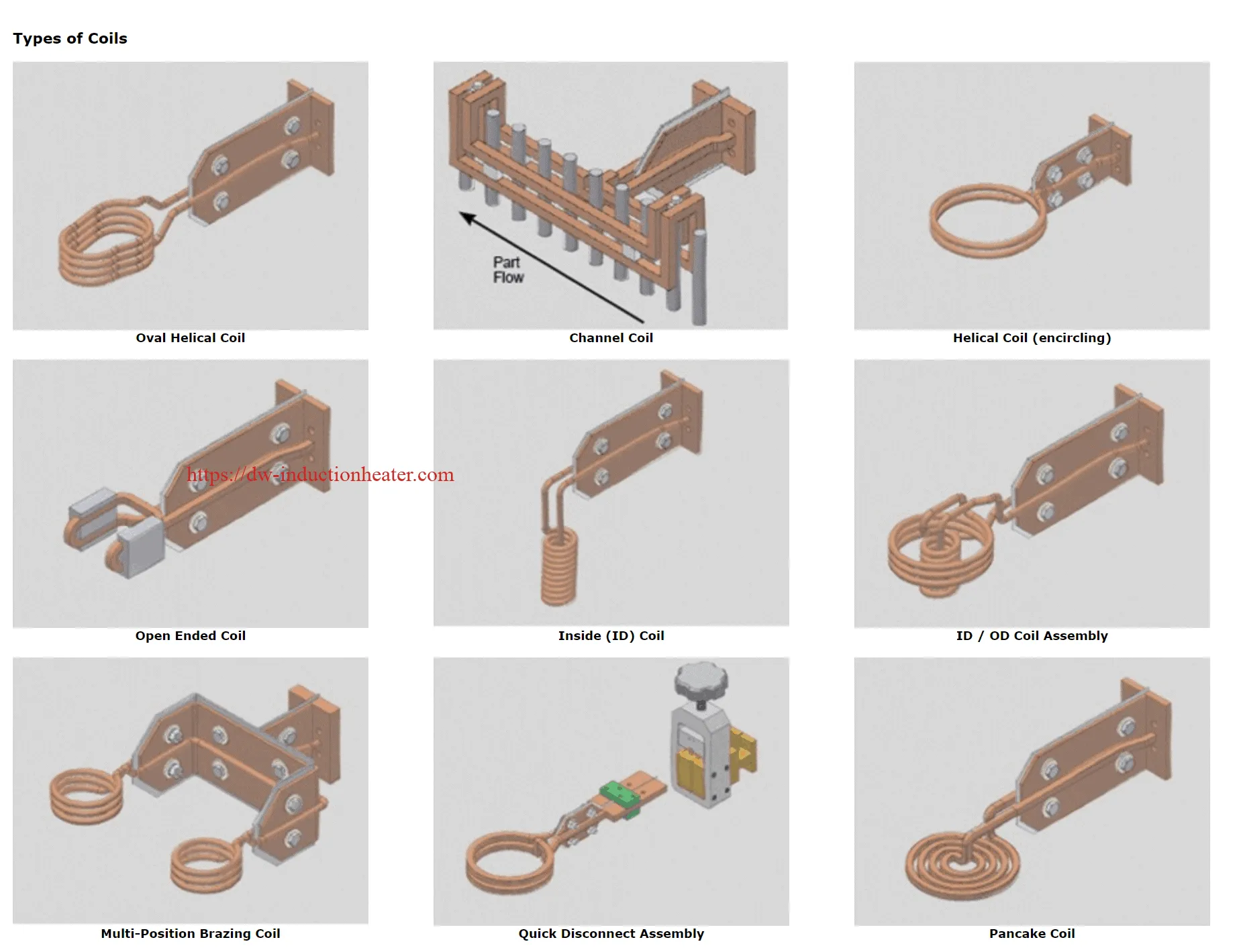
ඉහළ සන්නායක තඹ නල හෝ තහඩුවකින් සාදන ලද උචිත තාප දඟර නිර්මාණය යෙදුම, සංඛ්යාතය තෝරාගැනීම, බල dens නත්වය සහ තාප කාලය කෙරෙහි බලපෑම් ඇති කරයි. ප්රේරක දඟරයේ පරමාර්ථය වන්නේ වැඩ කොටසෙහි වත්මන් මාර්ගයක් ජනනය කිරීම සඳහා චුම්බක ප්රවාහ රටාවක් නිර්මාණය කිරීමයි.

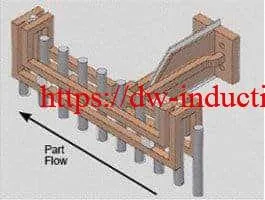
එම Induction coil අවශ්ය උෂ්ණත්වය සම්පූර්ණ කිරීමට ඉඩ ලබා දීම සඳහා රැස්වීමේදී නිවැරදිව ස්ථානගත කළ යුතුය. කාර්යක්ෂමතාවයේ හේතුන් මත වැඩ කෑල්ල සහ කොළ ඇතුළත වායු පරතරය හෝ ස්විචය බද්ධ කිරීම අවම කළ යුතුය. 0.125 හි අඟල් (3.175 මිම්) 0.250 අඟල් (6.350 මිම්) ටිචර් මෝටරයක් (XNUMX මිම්) සඳහා හිස් කබල් සමග පසක සඳහා සුදුසු වේ.
අවිධිමත් හැඩැති අංශවලට මෙම දුර්වල සම්බන්ධතා කාර්යක්ෂමතාවයන් ජයගත හැකි අතිරේක බලය අවශ්ය වන අමතර අවසරයන් අවශ්ය විය හැකිය. මෙම නඩු වලට අයත් වන්නේ බ්ලුස් පෙදෙසට පිවිසීමට විශාල වටකුරු කුළුණක් හෝ වට රවුම් කාටියකින් වට රවුම් කාටියක් අවශ්ය වන අවස්ථාවන්ය.
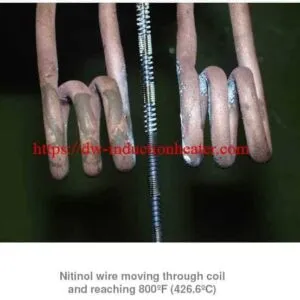
රත් කිරීමට නියමිත ප්රදේශය ප්රේරණය වන දඟරයේ දිග තීරණය වේ. ඒ ඉන්ඩෙක්ෂන් කාබන් එය ඉතා කෙටි වන අතර, ප්රදේශය ආවරණය කිරීම සඳහා සන්නායක මගින් තාපයට ඉඩ ලබා දීම සඳහා දිගු උනුසුම් කාලය අවශ්ය වේ. ඒ උචිත උනුසුම් දඟරයක් එය ඉතා විශාල වන අතර අවශ්ය ප්රමාණයට වඩා වැඩි තාප ප්රමාණයක් උණුසුම් වනු ඇත, එබැවින් අඩු කාර්යක්ෂම විය යුතුය. HLQ ඉන්ඩක්ෂන් උණුසුම් කිරීමේ යන්ත්රය දේශීයව උණුසුම් කිරීම සඳහා ප්රේරක වල විශේෂිත මෝස්තර සහ වැඩ කෑල්ල වටා රහිතව තාපනය කරන කාටිලේට ද ඇත.
උෂ්ණත්ව සන්නායක තඹ ටියුබ හෝ තහඩුවෙන් සාදන ලද, induction coil හි නිර්මාණය, යෙදුම, වාර ගණන, බල ඝණත්වය සහ උෂ්ණත්වය තෝරාගැනීම කෙරෙහි බලපෑම් ඇති කරයි. Induction coil හි අරමුණ වනුයේ එකලස් කොටුව තෝරා ගැනීමෙන් තෝරාගැනීම සඳහා වැඩ කෑල්ලේ ධාරාව ගමන් කරන චුම්භක ෆ්ල්ස් රටාවක් නිර්මාණය කිරීමයි.
ප්රේරක දඟර එකලස් කිරීම මත නිවැරදිව ස්ථානගත කළ යුතු අතර අවශ්ය උණුසුම ලබා ගත හැකිය. කාර්යක්ෂමතාවයේ හේතූන් මත වැඩ කොටස සහ දඟරයේ ඇතුළත අතර වායු පරතරය හෝ සම්බන්ධ වීමේ ඉඩ ප්රමාණය අවම කළ යුතුය. අඟල් 0.125 (මි.මී. 3.175) සිට අඟල් 0.250 (මි.මී. 6.350) දක්වා වූ සාමාන්ය සැලසුම් පරතරයන් හෙලිකල් දඟරයකින් තිරිංග කිරීම සඳහා සාධාරණ වේ.
අවිධිමත් හැඩැති අංශවලට මෙම දුර්වල සම්බන්ධතා කාර්යක්ෂමතාවයන් ජයගත හැකි අතිරේක බලය අවශ්ය වන අමතර අවසරයන් අවශ්ය විය හැකිය. මෙම නඩු වලට අයත් වන්නේ බ්ලුස් පෙදෙසට පිවිසීමට විශාල වටකුරු කුළුණක් හෝ වට රවුම් කාටියකින් වට රවුම් කාටියක් අවශ්ය වන අවස්ථාවන්ය.
උනුසුම් කළ යුතු ප්රදේශය ප්රේරක දඟරයේ දිග තීරණය කරයි. ප්රේරක දඟරයක් ඉතා කෙටි වන අතර තාපය, සන්නයනය මගින් ප්රදේශය ආවරණය කිරීමට වැඩි තාප කාලයක් අවශ්ය වේ. ප්රේරක දඟරයක් ඕනෑවට වඩා පුළුල් වන අතර අවශ්ය ප්රමාණයට වඩා ලෝහ රත් කරනු ඇති අතර එම නිසා කාර්යක්ෂමතාව අඩු වේ. HLQ ඉන්ජෙක්ටර් උෂ්ණත්වය දේශීයකරණය කළ උණුසුම සඳහා ප්රේරක දඟර වල විශේෂ මෝස්තර බොහෝමයක් Co සතුව ඇත.
Induction heating coil නිර්මාණය සහ මූලික නිර්මාණය