පතුවළ ප්රේරක ening න කිරීමේ උපකරණ
විස්තර
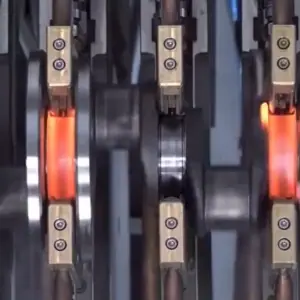
ඉහළ සංඛ්යාත මතුපිට පතුවළ ප්රේරණය ening න කිරීමේ උපකරණ

ඉන්ඩක්ෂන් ඝනවීම දරණ පෘෂ් and සහ පතුවළ ening න කිරීම / නිවාදැමීම සඳහා මෙන්ම නිශ්චිත ප්රදේශයක් පමණක් රත් කළ යුතු සංකීර්ණ හැඩැති කොටස් සඳහා විශේෂයෙන් භාවිතා වේ.
මෙහෙයුම් සංඛ්යාතය තේරීම හරහා ඉන්ජෙක්ටර් තාපන පද්ධතිය, එහි ප්රති ing ලයක් ලෙස විනිවිද යාමේ ගැඹුර අර්ථ දක්වා ඇත.
මීට අමතරව, එම ප්රදේශය වාතයේ, ජලය හෝ විශේෂ ening න ඉමල්ෂන් සමඟ තද කළ යුතුද යන්න තීරණය කළ හැකිය. සිසිලන මාධ්යය මත පදනම්ව, විවිධ දෘ hard තාව ලබා ගනී.
 පතුවළ ප්රේරණය ening න වීම අත්පොත හෝ ස්වයංක්රීය විසඳුමක් ලෙස සාක්ෂාත් කරගත හැකිය. අඛණ්ඩ ක්රියාවලියක දී දැඩි කිරීමට ද හැකියාවක් ඇත.
පතුවළ ප්රේරණය ening න වීම අත්පොත හෝ ස්වයංක්රීය විසඳුමක් ලෙස සාක්ෂාත් කරගත හැකිය. අඛණ්ඩ ක්රියාවලියක දී දැඩි කිරීමට ද හැකියාවක් ඇත.
- පතුවළ, ගියර්, මාර්ගෝපදේශ රේල් පීලි, තැටි, අල්ෙපෙනති සහ ෙවනත් ෙකොටස් වැනි ප්රේරක ening න කිරීෙම් වැනි විවිධ වැඩ ෙකොටස් en ණ කිරීෙම් හා ෙයොදා ගැනීමට සුදුසු ය;
- අඛණ්ඩ ening න වීම, එකවර ening න වීම, ඛණ්ඩනය කරන ලද අඛණ්ඩ ening න වීම සහ ඛණ්ඩනය කරන ලද එකවර ening න වීම වැනි කාර්යයන් එයට ඇත;
- වැඩ කොටස් ස්ථානගත කිරීම සහ ස්කෑන් කිරීම සාක්ෂාත් කර ගැනීම සඳහා සංඛ්යාත්මක පාලන පද්ධතියක් හෝ පීඑල්සී සහ සංඛ්යාත පරිවර්තන වේග නියාමන පද්ධතියක් භාවිතා කරන්න, සහ සම්පූර්ණ ස්වයංක්රීය නිෂ්පාදනය සාක්ෂාත් කර ගැනීම සඳහා පීඑල්සී සහ ප්රේරක තාපන බල සැපයුම සම්බන්ධ කරන්න.
- සිරස් (පතුවළ කොටස් ening න වීම) + තිරස් (ගියර් මුදු කොටස් ening න වීම)

දැඩි කිරීම ඉන් එකකි HLQ ප්රේරණ උණුසුම බල පද්ධතිවල ප්රධාන යෙදුම් ක්ෂේත්ර. අපගේ ening න විසඳුම් සිය ගණනක් ලොව පුරා ක්රියාත්මක වේ. ඒවායින් බොහොමයක් මෝටර් රථ කර්මාන්තය තුළ ය.
Ening න වීම සඳහා ප්රේරක උණුසුමෙහි ඇති ප්රධාන වාසිය නම් එය තත්පර කිහිපයක් ගත වීමයි. උදුනක දී, එකම ක්රියාවලියට පැය හෝ දින ගත විය හැකිය. එය කළ හැක්කේ කෙසේද?
පිළිතුර නම් තාපය වේගයෙන් උත්පාදනය කිරීමේදී ප්රේරණය අතිවිශිෂ්ට බවයි. මෙයින් කියැවෙන්නේ නිෂ්පාදන ක්රියාවලියේදී ඔබට ening න වීම ඒකාබද්ධ කළ හැකි බවයි. උදුනක ening න වීම, වැඩි කාලයක් ගතවන (වැඩි තාප අලාභයක්) වන අතර සංරචක ඔබේම උදුනකට හෝ උප කොන්ත්රාත්කරුවකුට ගෙනයාම අවශ්ය වේ.
පේළියේ ening ණ කිරිමේ ඒකාබද්ධතාවය ඔබේ ඊයම් කාලය සැලකිය යුතු ලෙස අඩු කරයි.
ගුණාත්මකභාවය, බෙදා හැරීමේ වේලාවන් සහ පිරිවැය පිළිබඳ පූර්ණ පාලනය ඔබට ලැබේ. බලශක්තිය හා පරිසරය ඉතිරි කරන සංරචක කිලෝව ඉදිරියට හා ඉදිරියට ප්රවාහනය කිරීමේ අවශ්යතාවයක් නොමැත. අවසාන වශයෙන් නොව අවම වශයෙන් ඔබ පරිපාලන ප්රමාණය අවම කරයි.
HLQ Induction Heating Power Systems හට විවිධාකාර වැඩ කොටස් ප්රේරක ening න කිරීම සහ තාවකාලික කිරීම පිළිබඳ වසර ගණනාවක අත්දැකීම් ඇත. සෑම දෘඩකරණ පද්ධතියකම හදවතේ කර්මාන්තයේ වඩාත්ම දියුණු ප්රේරක සංඛ්යාත පරිවර්තකය වන HLQ Induction Heating Power Systems Induction තාප බලශක්ති ප්රභවය වේ. මෙම ප්රශංසනීය පරිවර්තකයන් ප්රශස්ථ ening ණ කිරිමේ ප්රති results ල සහතික කිරීමට උපකාරී වේ day දවසින් දවස, වසරින් වසර

එම ප්රේරක ening න කිරිමේ යන්ත්රය සිරස් පරිලෝකනය, තිරස් (මධ්ය රහිත) පරිලෝකනය සහ අභිරුචිකරණය කරන ලද යන්ත්ර - සහ පුළුල් පරාසයක නිමැවුම් බලය සහ සංඛ්යාත සහිත අනුක්රමික සහ / හෝ සමාන්තරව වන්දි ලබා දෙන ප්රේරක බල ප්රභවයන් ඇතුළත් වේ.
- මෙම ශ්රේණියේ ening න කිරිමේ යන්ත්ර මෙවලම සංඛ්යාත්මක පාලන තාක්ෂණය භාවිතා කරයි, අඛණ්ඩ, එකවර, අංශ-අඛණ්ඩ සහ අංශු-සිලෙන්ටස් නිවාදැමීමේ කාර්යයන් ඇත, එය ප්රධාන වශයෙන් පතුවළ, තැටි, අල්ෙපෙනති සහ ගියර් නිවාදැමීම සඳහා භාවිතා කරයි. මධ්යම සංඛ්යාතය, සුපර් ඕඩියෝ සංඛ්යාතය, අධි සංඛ්යාතය සහ අල්ට්රාහයි සංඛ්යාත ප්රේරක තාපන යන්ත්රය සමඟ සම්බන්ධ වීමෙන් භාවිතා කරන ening න කිරිමේ යන්ත්රය.
- සීඑන්සී නිවාදැමීම / ening න කිරීමේ යන්ත්ර මෙවලම් ලක්ෂණය:
- සීඑන්සී පද්ධතිය: අධි සංඛ්යාත නිවාදැමීමේ යන්ත්රය සීඑන්සී පද්ධතියට විවිධ වැඩ කොටස් අවශ්යතා අනුව විවිධාකාර නිවාදැමීමේ ක්රියාවලි වැඩසටහන් සම්පාදනය කර ගබඩා කළ හැකිය.
- HMI: ක්රමලේඛන වර්ගය සහ මානව යන්ත්ර අතුරුමුහුණත ඉංග්රීසි සහ චීන භාෂාවෙන් පෙන්වයි.
- පාලක ගැලපුම: ආරම්භ කිරීමට, නැවැත්වීමට, කොටස් උණුසුම සහ සිසිලන කාලය, භ්රමණ වේගය සහ චලනය වීමේ වේගය පාලනය කිරීමට එයට උනුසුම් බලය පාලනය කළ හැකිය.
- ලතේ: හොඳ මලකඩ-ප්රතිරෝධී කාර්යයන් සහිත වෑල්ඩින් ව්යුහය අනුගමනය කරන්න.
- ඉහළ ගැලපුම් කොටස්: විවිධ දිග වැඩ කොටස ගැට ගැසීම අවබෝධ කර ගැනීම සඳහා විදුලි ගැලපුම අනුගමනය කරන්න.
- වැඩ මේස පද්ධතිය: බෝල් ඉස්කුරුප්පු ඇණ සහ සර්වෝ මෝටරය ධාවනය කිරීම, රිය පැදවීම, ඉහළ මාර්ගෝපදේශ නිරවද්යතාවය සහ නිවැරදි ස්ථානගත කිරීම.
- ප්රධාන පතුවළ භ්රමණ පද්ධතිය: කොටස් භ්රමණ වේගය අඛණ්ඩව සකස් කර ගැනීම සඳහා විචල්ය සංඛ්යාත නියාමනය අනුගමනය කරන්න.
- විදුලි පාලන කොටස: යන්ත්ර මෙවලමට බලය ලිහිල් කිරීමේ ආරක්ෂණ ක්රියාකාරිත්වයක් ඇත, ඉහළ ආරක්ෂාවක් සහ විශ්වසනීයත්වයක් ඇත.
- රාමුව: window න වානේ තහඩු වලින් සාදා ඇති අතර, ජනේල සහ ස්ලයිඩින් දොරවල් සහිතව, ජලය විසිරීම වැළැක්වීම, කොටස් පැටවීම පහසු කිරීම සහ ening න ක්රියාවලිය නිරීක්ෂණය කිරීම.
 සීඑන්සී සිරස් ප්රේරක ening න වීම / නිවාදැමීමේ යන්ත්ර මෙවලම
සීඑන්සී සිරස් ප්රේරක ening න වීම / නිවාදැමීමේ යන්ත්ර මෙවලම
මෙම ශ්රේණියේ ening න කිරිමේ යන්ත්ර මෙවලම සංඛ්යාත්මක පාලන තාක්ෂණය භාවිතා කරයි, අඛණ්ඩ, එකවර, අංශ-අඛණ්ඩ සහ අංශු-සිලෙන්ටස් නිවාදැමීමේ කාර්යයන් ඇත, එය ප්රධාන වශයෙන් පතුවළ, තැටි, අල්ෙපෙනති සහ ගියර් නිවාදැමීම සඳහා භාවිතා කරයි. මධ්යම සංඛ්යාතය, සුපර් ඕඩියෝ සංඛ්යාතය, අධි සංඛ්යාතය සහ අල්ට්රාහයි සංඛ්යාත ප්රේරක තාපන යන්ත්රය සමඟ සම්බන්ධ වීමෙන් භාවිතා කරන ening න කිරිමේ යන්ත්රය.
වැඩ කොටසෙහි විවිධත්වය අනුව, සිරස් වර්ගය, තිරස් වර්ගය ඇත,සංවෘත වර්ගය, අභිරුචි කළ වර්ගය ආදිය.
1. ස්ටෑන්ඩර්ඩ් එස්කේ -500 / 1000/1200/1500 වැඩ කොටස චලනය වන වර්ගය පතුවළ, තැටි, අල්ෙපෙනති සහ ගියර් ening න කිරීම සඳහා
2.SK-2000 / 2500/3000/4000 ට්රාන්ස්ෆෝමර් චලනය වන වර්ගය, මිලිමීටර් 1500 ට වඩා වැඩි තාපනය සඳහා භාවිතා වේ
3. සංවෘත වර්ගය: විශාල පතුවළ, වඩාත් පිරිසිදු වැඩ පරිසරයක් සඳහා රිසිකරණය කර ඇත.
තිරස් ening න කිරිමේ යන්ත්ර මෙවලම
SK-500 / 1000/1200/1500/2000/2500/3000/4000 සුමට පතුවළ සඳහා භාවිතා වේ
5. සම්ප්රදායික වර්ගය
තාක්ෂණික පරාමිතිය
| ආදර්ශ | SK-500 | SK-1000 | SK-1200 | SK-1500 |
| උපරිම උනුසුම් දිග (mm | 500 | 1000 | 1200 | 1500 |
| උපරිම තාපන විෂ්කම්භය (mm | 500 | 500 | 600 | 600 |
| උපරිම රඳවා ගැනීමේ දිග (mm | 600 | 1100 | 1300 | 1600 |
| වැඩ කොටසෙහි උපරිම බර (Kg | 100 | 100 | 100 | 100 |
| වැඩ කොටස භ්රමණ වේගය (r / min | 0-300 | 0-300 | 0-300 | 0-300 |
| වැඩ කොටස චලනය වන වේගය (mm / min | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| සිසිලන ක්රමය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය |
| ආදාන වෝල්ටීයතාවය | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| මෝටර් බලය | 1.1KW | 1.1KW | 1.2KW | 1.5KW |
| මානය LxWxH (mm) | 1600 x 800 x 2000 | 1600 x 800 x 2400 | 1900 x 900 x 2900 | 1900 x 900 x 3200 |
| බර (Kg | 800 | 900 | 1100 | 1200 |
| ආදර්ශ | SK-2000 | SK-2500 | SK-3000 | SK-4000 |
| උපරිම උනුසුම් දිග (mm | 2000 | 2500 | 3000 | 4000 |
| උපරිම තාපන විෂ්කම්භය (mm | 600 | 600 | 600 | 600 |
| උපරිම රඳවා ගැනීමේ දිග (mm | 2000 | 2500 | 3000 | 4000 |
| වැඩ කොටසෙහි උපරිම බර (Kg | 800 | 1000 | 1200 | 1500 |
| වැඩ කොටස භ්රමණ වේගය (r / min | 0-300 | 0-300 | 0-300 | 0-300 |
| වැඩ කොටස චලනය වන වේගය (mm / min | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| සිසිලන ක්රමය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය | හයිඩ්රොජෙට් සිසිලනය |
| ආදාන වෝල්ටීයතාවය | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| මෝටර් බලය | 2KW | 2.2KW | 2.5KW | 3KW |
| මානය LxWxH (mm) | 1900 x 900 x 2400 | 1900 x 900 x 2900 | 1900 x 900 x 3400 | 1900 x 900 x 4300 |
| බර (Kg | 1200 | 1300 | 1400 | 1500 |

සීඑන්සී පතුවළ ening න කිරිමේ යන්ත්ර මෙවලම් ලක්ෂණය:
1.CNC පද්ධතිය: අධි-සංඛ්යාත ening න කිරිමේ යන්ත්රය CNC පද්ධතියට විවිධ වැඩ කොටස් අවශ්යතා අනුව විවිධාකාර නිවාදැමීමේ ක්රියාවලි වැඩසටහන් සම්පාදනය කර ගබඩා කළ හැකිය.
2.HMI: ක්රමලේඛන වර්ගය සහ මානව යන්ත්ර අතුරුමුහුණත ඉංග්රීසි සහ චීන භාෂාවෙන් පෙන්වයි.
3. පාලක සැකසුම: ආරම්භ කිරීමට, නැවැත්වීමට, කොටස් උණුසුම සහ සිසිලන කාලය, භ්රමණ වේගය සහ චලනය වීමේ වේගය පාලනය කිරීමට එයට තාප බලය පාලනය කළ හැකිය.
4.ලත්: හොඳ මලකඩ-ප්රතිරෝධී කාර්යයන් සහිත වෑල්ඩින් ව්යුහය අනුගමනය කරන්න.
5. ඉහළට ගැලපුම් කොටස්: විවිධ දිග වැඩ කොටස ගැට ගැසීම අවබෝධ කර ගැනීම සඳහා විදුලි ගැලපුම අනුගමනය කරන්න.
6. වැඩ වගු පද්ධතිය: රිය පැදවීම සඳහා බෝල් ඉස්කුරුප්පු සහ සර්වෝ මෝටරයක් අනුගමනය කිරීම, ආලෝකය පැදවීම, ඉහළ මාර්ගෝපදේශ නිරවද්යතාවය සහ නිවැරදි ස්ථානගත කිරීම.
7. ප්රධාන පතුවළ භ්රමණ පද්ධතිය: කොටස් භ්රමණ වේගය අඛණ්ඩව සකස් කර ගැනීම සඳහා විචල්ය සංඛ්යාත නියාමනය අනුගමනය කරන්න.
8. විද ත් පාලන කොටස: යන්ත්ර මෙවලමට බලය ලිහිල් කිරීමේ ආරක්ෂණ කාර්යයක් ඇත, ඉහළ ආරක්ෂාවක් සහ විශ්වසනීයත්වයක් ඇත.
9. රාමුව: කවුළු සහ ස්ලයිඩින් දොරවල් සහිත steel න වානේ තහඩු වලින් සාදා ඇති අතර, ජලය කාන්දු වීම වැළැක්වීම, අමතර කොටස් පැටවීම සහ අධීක්ෂණය කිරීම ඉන්ඩෙක්ෂන් ඝණකම ක්රියාවලිය.