induction curing යනු කුමක්ද?
induction curing වැඩ කරන්නේ කෙසේද? සරලව කිවහොත්, රේඛීය බලය ප්රත්යාවර්ත ධාරාවක් බවට පරිවර්තනය කර දඟරය තුළ විද්යුත් චුම්භක ක්ෂේත්රයක් නිර්මාණය කරන වැඩ දඟරයකට ලබා දේ. එය මත ඉෙපොක්සි සහිත කෑල්ලක් ලෝහ හෝ කාබන් හෝ මිනිරන් වැනි අර්ධ සන්නායක විය හැක. වීදුරු වැනි සන්නායක නොවන උපස්ථර මත ඉෙපොක්සි සුව කිරීම සඳහා, සන්නායක නොවන ද්රව්ය වෙත තාපය මාරු කිරීම සඳහා විද්යුත් සන්නායක susceptor භාවිතා කළ හැක.
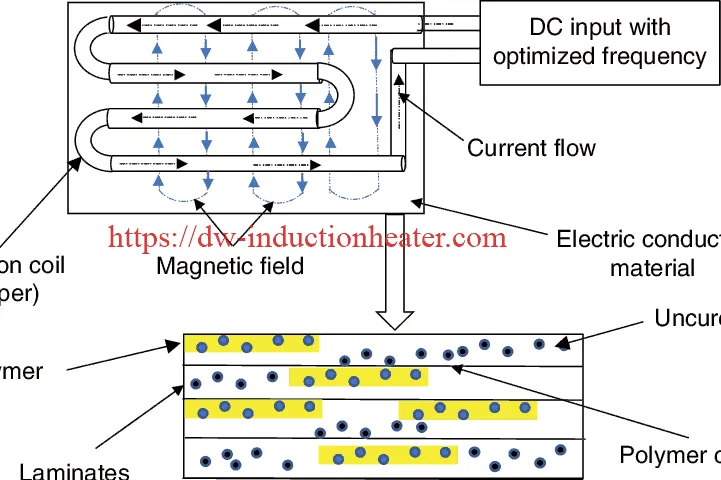 induction curing මූලධර්මය- න්යාය
induction curing මූලධර්මය- න්යායප්රේරණය සුව කිරීමේ ප්රතිලාභ මොනවාද?
තාප සුව කරන ලද තනි සංරචක ඉෙපොක්සි මැලියම් විවිධ මූලාශ්රවලින් තාපය භාවිතා කළ හැකිය. වඩාත්ම සාමාන්ය වන්නේ උඳුනකි, නමුත් තාප වායු තුවක්කු, බේක් තහඩු සහ ප්රේරක සුව කිරීම ද භාවිතා වේ. Induction curing මගින් ඉෙපොක්සි සුව කිරීමට අවශ්ය කාලය විශාල ලෙස අඩු කළ හැකි අතර ප්රේරක උණුසුම මගින් මැලියම් ප්රදේශයට නිශ්චිතවම තාපය ලබා දෙන බැවින් අවට සංරචක මත තාප බලපෑම අවම කරයි.
induction curing මගේ යෙදුම සඳහා හොඳ විකල්පයක් ද?
ඔබේ ප්රේරක තාපන උපකරණ විශේෂඥයා සහ පහත මාතෘකා පිළිබඳ ඔබේ ඉෙපොක්සි මැලියම් නිෂ්පාදකයාගේ තොරතුරු හොඳම නිර්දේශය කිරීමට ඔවුන්ට උපකාර වනු ඇත.
1. බන්ධනය වී ඇති ද්රව්ය හෝ උපස්ථර - උපස්ථර මොනවාදැයි වටහා ගැනීම මැලියම් සුව කිරීමට අවශ්ය තාපන වේගය සහ බලය තීරණය කිරීමට උපකාරී වේ. උදාහරණයක් ලෙස යකඩ ඇලුමිනියම් රත් කිරීමට අවශ්ය ප්රමාණයට වඩා අඩු බලයකින් රත් වේ.
2. බන්ධනය වන සංරචක ප්රමාණය - කුඩා කොටස් කාර්යක්ෂම උණුසුම සඳහා වැඩි සංඛ්යාතයක් අවශ්ය වේ. විශාල ප්රදේශ අඩු සංඛ්යාතයකින් ප්රයෝජන ලබයි.
3. ඉෙපොක්සි අවශ්යතා - ඉෙපොක්සි සුව කිරීම සඳහා අවම/උපරිම සීමාවක් ඇත. සුව කිරීමට අවශ්ය අවම උෂ්ණත්වය සහ ඉෙපොක්සි බිඳවැටීමට පෙර අවසර දී ඇති උපරිම උෂ්ණත්වය.
වානේ සිලින්ඩරයකට Quartz Chip බන්ධනය සඳහා Induction Curing
මෝටර් රථ කර්මාන්තයේ සමාගමක් 175 ° C (347 ° F) උෂ්ණත්වයට ළඟා විය හැකි ප්රේරක තාපන පද්ධතියක් සොයමින් සිටින අතර එය +/- 3 C හි දැඩි ඉවසීම තුළ රඳවා තබා ගනී. ඉන්ඩක්ෂන් රත් කිරීම ක්වාර්ට්ස් චිපයේ බන්ධනය සඳහා මැලියම් සුව කිරීම සඳහා වානේ සිලින්ඩරයක් රත් කරනු ඇත. ප්රේරක උණුසුම වඩාත් කැමති ක්රමයක් වන්නේ එය වේගවත්, පාලිත සහ වඩාත් ඒකාකාරී උණුසුම සපයන බැවිනි.

කර්මාන්ත: රථ
උපකරණ: DW-UHF-10kW ප්රේරක තාපන පද්ධතිය මෙම සුව කිරීමේ යෙදුම සඳහා නිර්දේශිත උෂ්ණත්වය ඉහළ නැංවීමට සහ රඳවා ගැනීමට.
ක්රියාවලිය:
මෙම ප්රේරක සුව කිරීමේ යෙදුමේ ඉලක්කය වන්නේ වානේ සිලින්ඩරයක පැති දෙකක් 1.064" (සෙ.මී. 2.70) OD, 7.25" (18.41 සෙ.මී.) දිග 1" (සෙ.මී. 2.54) තාප කලාපය 175 C (347° දක්වා) රත් කිරීමයි. F) සහ බන්ධන යෙදුම සිදු කිරීම සඳහා එම උෂ්ණත්වය තත්පර 60 ක් තබා ගන්න. අපේක්ෂිත උෂ්ණත්වය තත්පර 13 කින් ළඟා විය. උෂ්ණත්වය මැනීම සඳහා K වර්ගයේ උෂ්ණත්ව පාලකයක් භාවිතා කරන ලදී.
 induction curing ක්රියාවලිය
induction curing ක්රියාවලියවානේ සිලින්ඩරයකට Quartz Chip බන්ධනය සඳහා Induction Curing